





-
 Горизонтальный обрабатывающий центр
Горизонтальный обрабатывающий центр -
 Kоординатно-измерительная машина
Kоординатно-измерительная машина
О Нас
АО Гуанси Цзяде Машинери
Акционерное общество с ограниченной ответственностью Гуанси Цзяде Машинери основано в мае 2003 года. В настоящее время в компании трудоустроено 285 сотрудников, включая 40 специалистов по технологическим разработкам. Как предприятие, специализирующееся на услугах механообработки, компания осуществляет проекты по индивидуальному производству корпусных деталей различной конфигурации (корпуса, кожухи, клапанные блоки) из любых видов материалов.

Фокус на механической обработке и производстве
Мы стремимся помочь вам
Экономия вашего времени
Надежная компания
быстрое реагирование
Интеллектуальная производственная линия, многопрофильное применение
Компания имеет интеллектуальные гибкие производственные линии, оснащенные обрабатывающими центрами таких брендов, как DMG MORI и Mazak, а также имеет трехкоординатное измерительное оборудование международного бренда ZEISS. Области применения продукции компании охватывают новые энергетические транспортные средства и традиционные топливные коммерческие транспортные средства, легковые автомобили, судовую энергетику, строительную технику, сельскохозяйственную технику, генераторные установки и т. д.







Преимущество
Оригинальный индивидуальный сервис
Благодаря постоянным технологическим инновациям и быстрому реагированию на спрос рынка компания стремится предоставлять высококачественные индивидуальные услуги клиентам по всему миру.
-
Удовлетворить ваши требования
-
качество продукции
-
Лучшее оборудование, точное производство
-
Сотрудничество с известными компаниями, отличные результаты
-
Быстрая настройка, гарантия качества
Постоянно внедрять инновации и превосходить самих себя

Горячие продукты
Компания имеет интеллектуальные гибкие производственные линии, оснащенные обрабатывающими центрами таких брендов, как DMG MORI и Mazak, а также имеет трехкоординатное измерительное оборудование международного бренда ZEISS. Области применения продукции компании охватывают новые энергетические транспортные средства и традиционные топливные коммерческие транспортные средства, легковые автомобили, судовую энергетику, строительную технику, сельскохозяйственную технику, генераторные установки и т. д.
Подробнее
Торцевая крышка (фрезеровка алюминиевой заготовки)
Этот новый аксессуар для энергетического транспортного средства из алюминиевого сплава с прецизионной резьбой торцевой крышки изготовлен из профиля из алюминиевого сплава 6061-T6 и имеет интегральную резьбу. Он легкий и высокопрочный, обеспечивая точную защиту основных компонентов, таких как двигатели. Как сложная прецизионная резная деталь, ее трудно обрабатывать. Она полагается на пятикоординатный прецизионный гравировальный станок для достижения точности на уровне микрона: некоторые размеры составляют ±0,005, вертикальность составляет 0,015, а шероховатость поверхности составляет Ra0,4-0,8, что обеспечивает плотное прилегание к компонентам и уменьшает зазоры и шум. Цельный процесс гравировки позволяет избежать напряжения стыков, улучшает герметичность и эффективность рассеивания тепла, а также снижает риски утечки. Благодаря высокоточным технологическим и материальным преимуществам торцевая крышка стала гарантией надежности для силовой системы новых энергетических транспортных средств, помогая двигателю работать эффективно и обеспечивать безопасность всего транспортного средства.
Подробнее 
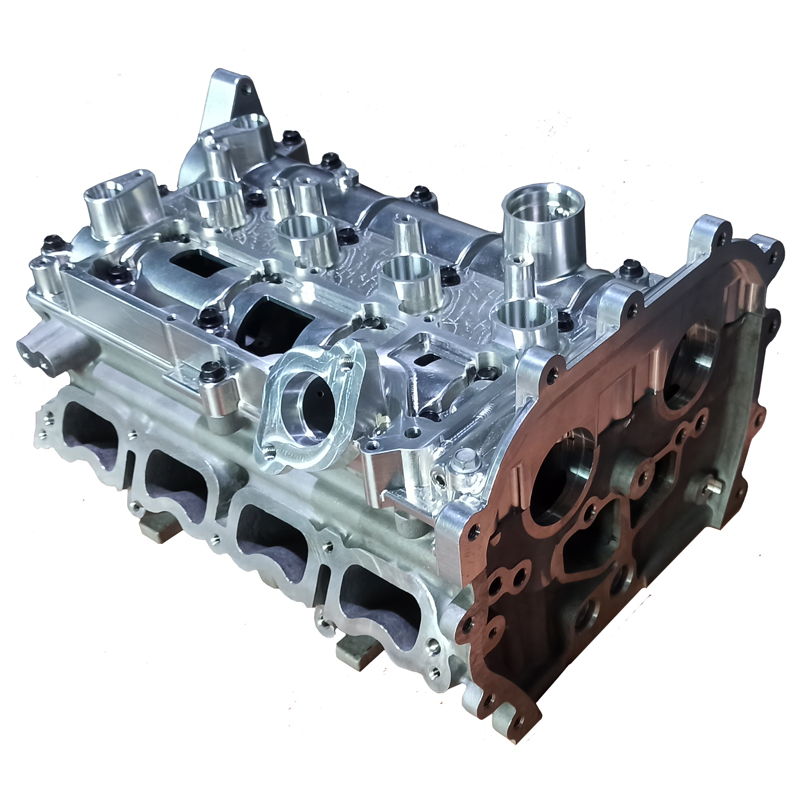
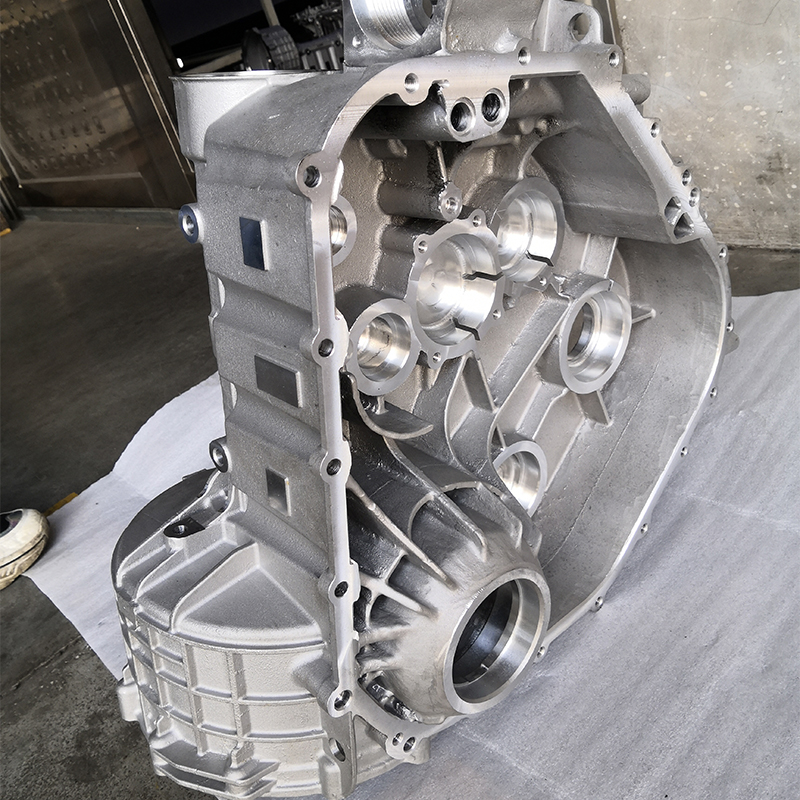
Литой алюминиевый корпус электродвигателя
Этот аксессуар для транспортных средств на новой энергии представляет собой литой корпус двигателя из алюминиевого сплава, который сочетает в себе передовые технологии и инновационный дизайн и специально разработан для транспортных средств на новой энергии. Изделие изготовлено из литого алюминиевого сплава 356 или 319, который обладает как высокой прочностью, так и легкими характеристиками. Производство изделия сталкивается со многими трудностями. Детали имеют сложную форму и тонкие стенки, что очень легко деформируется и предъявляет строгие требования к технологии обработки. Однако благодаря превосходной технологии изделие достигло сверхвысоких стандартов точности: некоторая размерная точность достигает ±0,005, некоторая вертикальность достигает 0,015, а некоторая шероховатость поверхности находится в пределах Ra0,4-0,8, что обеспечивает точную адаптацию изделия к системе питания новых энергетических транспортных средств, эффективно улучшая стабильность и эффективность работы двигателя и предоставляя надежную гарантию надежной работы и длительного срока службы новых энергетических транспортных средств.
Подробнее 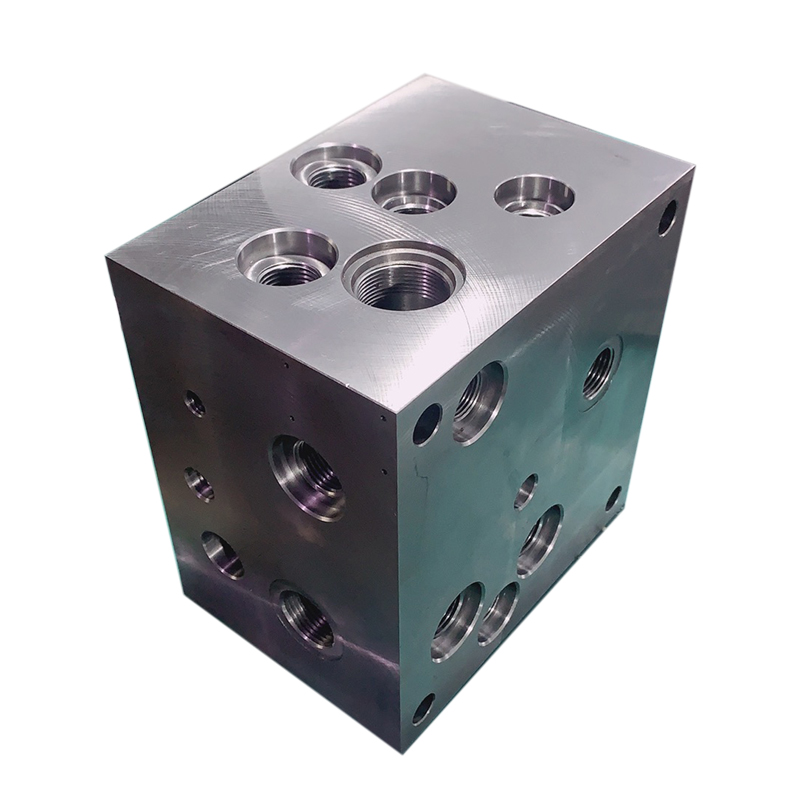
Гидравлический блок HP-серии из стали 45 для станков
Блок гидравлических клапанов серии HP 45# является основным компонентом гидравлической системы станков и строительной техники. Он изготовлен из высококачественных материалов, таких как кованая сталь 45# и сталь 45#, и обладает как высокой прочностью, так и износостойкостью, а также может легко выдерживать высокоинтенсивные рабочие воздействия. Он имеет высокое рабочее давление, может стабильно выдавать мощность и обеспечивать стабильную работу оборудования. С точки зрения производственного процесса точность размеров некоторых деталей достигает ±0,005, цилиндричность контролируется на уровне 0,015, а шероховатость поверхности составляет всего Ra0,4-0,8, что эффективно снижает сопротивление потоку и риск утечки гидравлического масла и значительно повышает эффективность гидравлической трансмиссии. Будь то точная обработка станков или тяжелые задачи строительной техники, этот клапанный блок обеспечивает эффективную работу оборудования с превосходной производительностью.
Подробнее 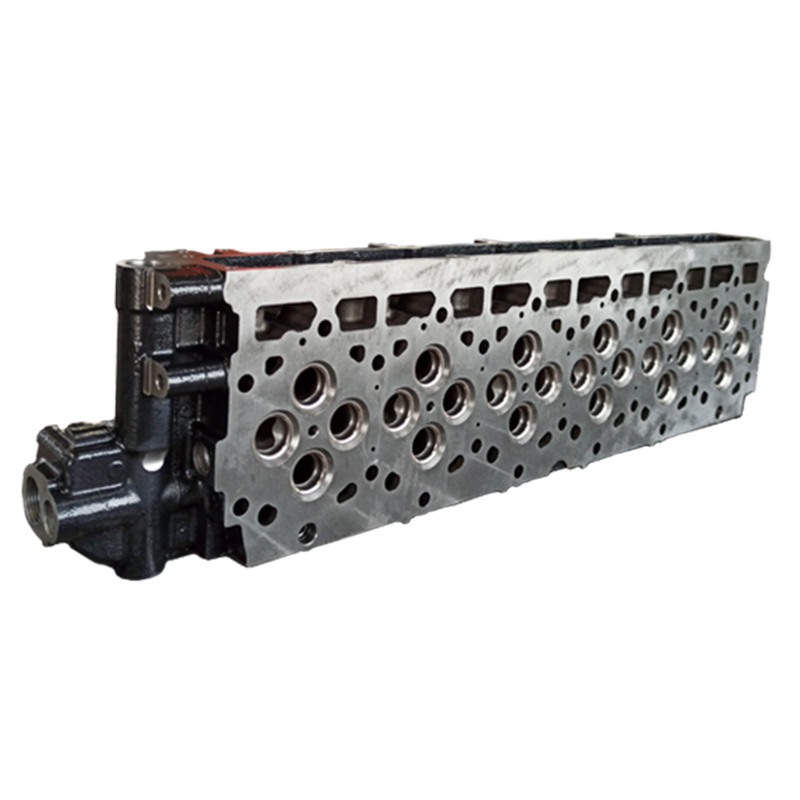
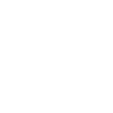
Головка цилиндра из серого чугуна СЧ250 для S-серии дизелей (стандарт Китай-6)
Головка блока цилиндров дизельного двигателя серии S из серого чугуна (HT250) национального стандарта выбросов VI является основным силовым компонентом в области тяжелых грузовиков, генераторных установок и т. д. В продукте используется высококачественный серый чугун HT250. Благодаря высоким прочностным характеристикам он может стабильно работать в тяжелых рабочих условиях и обеспечивать надежную работу энергосистемы. Головка блока цилиндров достигла ведущего в отрасли уровня с точки зрения технологии обработки. Точность некоторых размеров строго контролируется на уровне ±0,005, что обеспечивает точную подгонку с другими компонентами и эффективно снижает ошибки сборки. Шероховатость поверхности некоторых деталей составляет всего Ra0,8-1,6, что значительно снижает потери на трение, улучшает характеристики уплотнения и эффективность передачи мощности, а также обеспечивает прочную и надежную поддержку мощности для силового оборудования в соответствии со стандартами выбросов Китай-6, помогая отрасли развиваться экологично и эффективно.
Подробнее 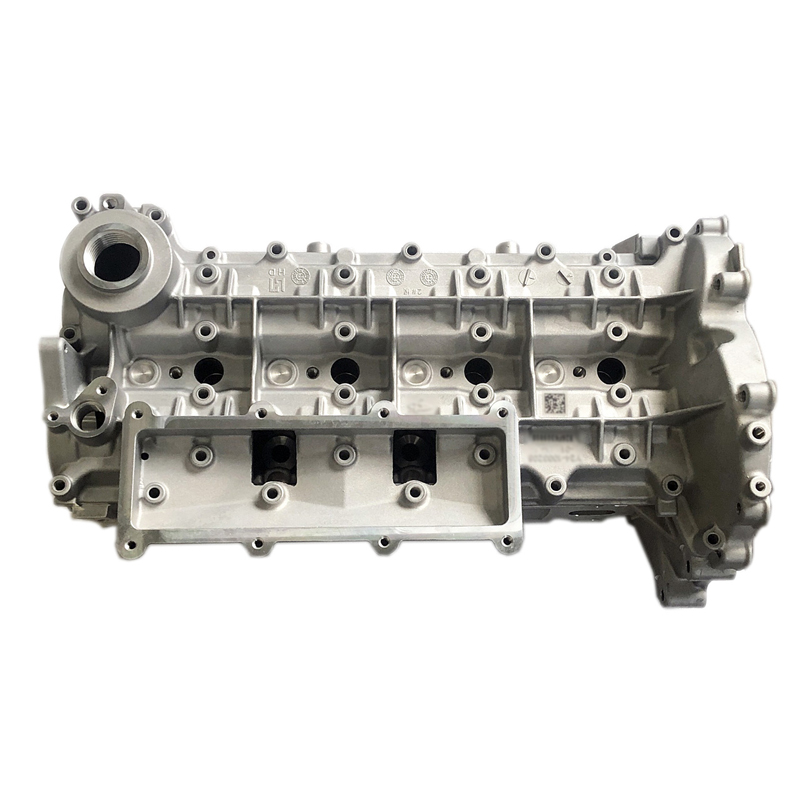
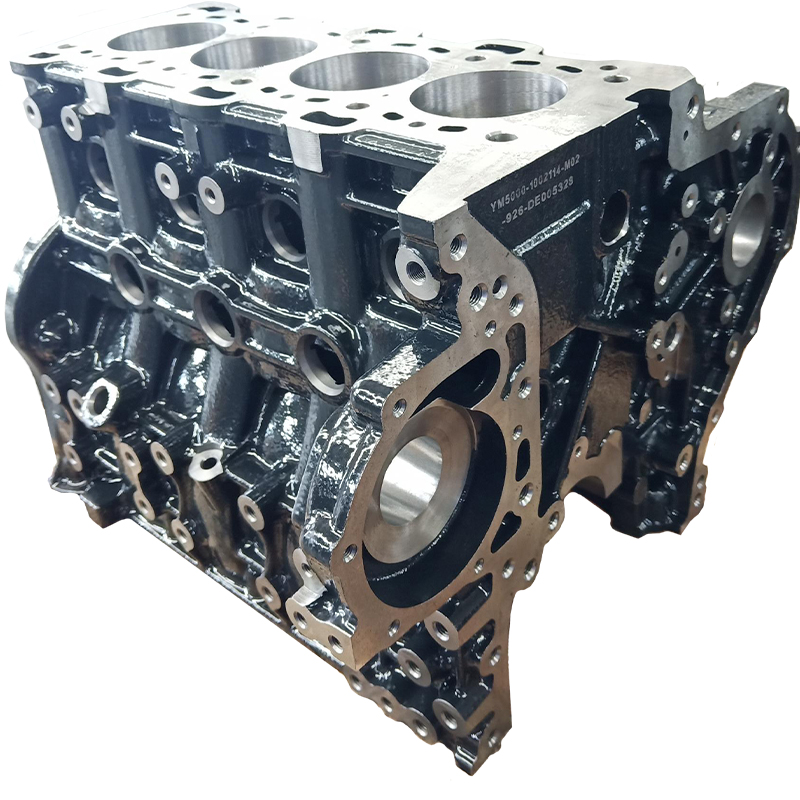
Литой алюминиевый сплав для 4Y дизельных двигателей (стандарт Китай-6)
Головка блока цилиндров из литого алюминиевого сплава серии 4Y для дизельных двигателей, соответствующих национальным стандартам выбросов VI, является основным компонентом системы питания легковых автомобилей и легких грузовиков. Она разработана и изготовлена в строгом соответствии с национальными стандартами выбросов VI. Соответствуя требованиям по охране окружающей среды, она эффективно снижает выбросы выхлопных газов и способствует экологичному движению. Эта головка блока цилиндров изготовлена из литого алюминиевого сплава 356 или 319, который идеально сочетает в себе отличную прочность с малым весом, обеспечивая стабильную работу двигателя, снижая вес автомобиля и улучшая экономию топлива. Его детали имеют сложную конструкцию, а тонкостенные конструкции очень легко деформируются в процессе производства, поэтому контроль технологии обработки очень строгий. Благодаря передовой технологии производства, некоторая точность размеров составляет ±0,005, что обеспечивает точное соответствие компонентов; некоторая плоскостность достигает 0,01, закладывая прочную основу для производительности уплотнения; некоторая шероховатость поверхности контролируется на уровне Ra0,4-0,8, что значительно снижает потери на трение, делая выходную мощность двигателя более эффективной и работающей более плавно, обеспечивая надежную гарантию надежной работы автомобиля.
Подробнее 
Изготавливать механические детали из разных материалов по индивидуальному заказу

Участвовать в разработке деталей для новых энергетических транспортных средств
Предоставлять услуги высокоточной обработки и производства
Быстро реагировать и поставлять индивидуальные продукты
Ваша оценка — наша движущая сила
Клиенты высоко оценили быстрое реагирование компании, высокотехнологичные технологические решения, высокую точность обработки и быструю доставку.
Стабильная работа и минимальный износ значительно увеличивают цикл технического обслуживания оборудования и сокращают наши эксплуатационные расходы.

Константин
Kлиент1Принятый метод ковки в максимальной степени гарантирует качество продукции, а точность обработки полностью соответствует нашим требованиям, что позволяет надежно гарантировать точность рулевого управления погрузчика.

Павел
Kлиент2Последний блог и статьи
Мы тепло приветствуем сотрудничество друзей с нами.

Новости
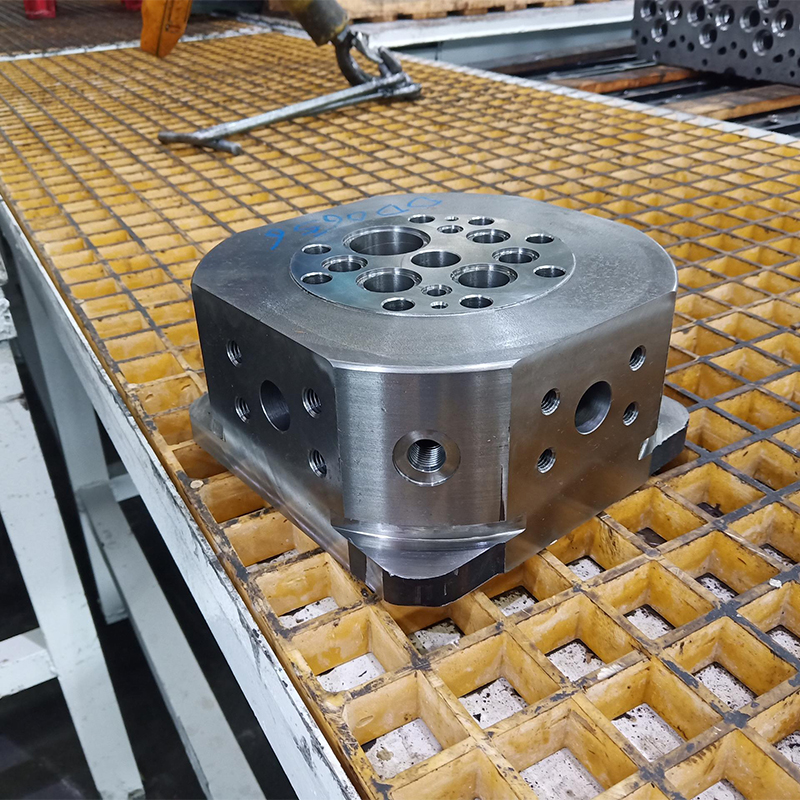
Гидрокомпоненты для станков: блок клапанов серии HP из стали 45
содержание Почему именно сталь 45 — а не чугун или нержавейка? Что отличает наш HP-блок от типовых решений Как избежать типичных ошибок при монтаже Где применяются наши решения сегодня Гидрокомпоненты для станков: блок клапанов серии HP из стали 45 — не просто техническая деталь. Это точка сопряжения между стабильностью гидравлического управления и жёсткими требованиями к повторяемости в серийном производстве. Мы разрабатываем и обрабатываем такие блоки уже более 12 лет — с 2012 года, когда первый опытный образец HP-08 прошёл испытания на линии тяжёлых фрезерных станков в Чанчуне. С тех пор мы изготовили более 17 000 единиц, включая модификации под давление до 32 МПа, температурный диапазон −25…+80 °C и совместимость с минеральными и биоразлагаемыми гидравлическими маслами. Почему именно сталь 45 — а не чугун или нержавейка? Многие заказчики спрашивают: «Зачем использовать углеродистую сталь в гидросистемах, если есть ВЧ450 или 12Х18Н10Т?». Ответ — в балансе трёх параметров: прочность при изгибе, адгезия к уплотнительным материалам и стоимость термообработки. Сталь 45 после закалки до HRC 42–46 и отпуска обеспечивает предел текучести ≥590 МПа — этого достаточно для крепления на корпусе станка с вибрацией до 8 м/с². При этом её коэффициент линейного расширения (11,5·10⁻⁶ К⁻¹) почти идентичен таковому у резиновых уплотнений NBR и FKM. В результате — нет микросмещений по фланцевым стыкам даже после 15 000 циклов переключения. Мы проверяли это на стенде с имитацией пульсации давления 2–25 МПа в течение 72 часов без утечек. Что отличает наш HP-блок от типовых решений Стандартные блоки часто ограничены базовой компоновкой: вход — выход — дренаж. Наша серия HP включает три уровня кастомизации: HP-Base — 4 канала, 12 монтажных отверстий, допуск на плоскостность 0,012 мм; HP-Plus — интегрированный демпферный контур и канал для подачи смазки в зону седла клапана; HP-Pro — полная интеграция с датчиками давления (M12×1,5, выход 4–20 мА) и лазерной маркировкой QR-кода с данными о партии, термообработке и геометрическом контроле. Каждый блок проходит трёхэтапную проверку: сначала — сканирование ZEISS CONTURA G2 (точность 0,7 мкм), затем — гидротест на 1,5× рабочего давления в течение 10 минут, и только потом — функциональное тестирование на стенде с реальным распределителем. Удельный вес брака — 0,18%, что ниже среднего по отрасли в 2,3 раза. Как избежать типичных ошибок при монтаже На практике 68% отказов связаны не с качеством блока, а с нарушением условий установки. Мы фиксируем три критических случая: Перетяжка фланцевых болтов: момент затяжки выше 22 Н·м вызывает локальную деформацию посадочной поверхности — возникают микротрещины в зоне уплотнения; Неудалённые стружки: даже частицы размером 15–20 мкм блокируют каналы диаметром 1,2 мм, что приводит к задержке срабатывания клапана на 18–22 мс; Несовпадение осей трубопроводов: смещение более 0,15 мм создаёт изгибающий момент на корпусе, снижая ресурс до 40% от расчётного. В комплекте к каждому блоку HP мы поставляем инструкцию с чертежами контрольных точек и таблицей допустимых отклонений — не как справочник, а как технологическая карта монтажа. Где применяются наши решения сегодня Блоки HP работают в системах управления станками разных классов: от универсальных токарных моделей C6140 до высокоточных шлифовальных комплексов с ЧПУ. Конкретные примеры из практики: в гидроприводе поворотного стола станка ТС-400 (завод «СтанкоМаш», Уфа) — срок службы увеличен с 14 до 27 месяцев; в системе быстрого зажима шпинделя на вертикально-фрезерном станке ФС-250 («Промавтоматика», Екатеринбург) — время цикла сократилось на 1,8 секунды за счёт стабильной скорости перемещения поршня; в модернизированной гидросистеме лазерного резака LK-3015 (ООО «ЛазерТех», Москва) — исчезли колебания давления при резком изменении направления подачи. Гидрокомпоненты для станков: блок клапанов серии HP из стали 45 — это решение, которое прошло проверку не в лаборатории, а на производственной площадке. Оно не требует «особого обращения», но предполагает соблюдение чётких правил монтажа и обслуживания. Именно такой подход позволяет нам гарантировать ресурс 50 000 циклов без замены уплотнений и сохранять стабильность гидравлического сопротивления в пределах ±2,3% в течение всего срока эксплуатации.
Подробнее 
Новости
Гидрокомпоненты для станков — надёжные решения для промышленного оборудования
содержание Точность начинается не с чертежа — с материала и технологии Где стандарты не работают — и что с этим делать Интеграция — не опция, а условие надёжности Надёжность — это результат, а не заявление Гидрокомпоненты для станков — не просто детали. Это точка сопряжения между механической жёсткостью, гидравлической стабильностью и управляющей логикой оборудования. Мы видели, как недостаточная герметичность в распределительном блоке вызывает дрейф позиции поворотного стола на 0,015 мм за смену. Как микротрещина в литом корпусе СЧ250 приводит к внезапному падению давления в системе подачи инструмента. Как неправильно рассчитанный радиус закругления канала в клапанной плите создаёт кавитацию и шум выше 78 дБ — даже при номинальных 12 МПа. Именно такие случаи формируют требования к гидрокомпонентам для станков: не «подходят по размеру», а работают без сбоев в течение 15 000 часов эксплуатации. Точность начинается не с чертежа — с материала и технологии Стандартные гидравлические корпуса из серого чугуна часто дают отклонение плоскостности до 0,04 мм на 300 мм — недопустимо для высокоточных станков с ЧПУ. В АО Гуанси Цзяде Машинери мы обрабатываем заготовки СЧ250 и СЧ300 после двухступенчатого отжига и контролируем остаточные напряжения перед фрезерованием. Для алюминиевых распределительных плит — сплавы АД31 и 6061 — применяется термообработка T6 и последующая стабилизирующая выдержка при +120 °C в течение 8 часов. Это снижает деформацию после механической обработки в 3 раза. Каждая деталь проходит трёхкоординатную проверку на ZEISS CONTURA: геометрия каналов, перпендикулярность посадочных поверхностей, совпадение осей отверстий под гидрораспределители — всё сверяется с CAD-моделью с допуском ±0,008 мм. Где стандарты не работают — и что с этим делать Некоторые считают: «Если деталь соответствует ГОСТ 12448–80 — она готова к монтажу». Но практика показывает иное. Например, торцевая крышка из стали 45 для распределительного вала требует не только точной резьбы М36×1,5, но и контролируемой твёрдости 28–32 HRC по поверхности уплотнительного кольца — иначе возникает микроскопическое проскальзывание при циклических нагрузках. Или поворотный узел из ВЧ450: здесь критична не только прочность, но и однородность графитной составляющей по сечению — её неоднородность выше 15 % вызывает локальные зоны коррозии под давлением масла. Мы не просто соблюдаем стандарты. Мы адаптируем технологические маршруты под конкретный режим работы станка: частоту циклов, тип рабочей жидкости (HLP, HVLP, HFD-U), температурный диапазон от −25 до +80 °C. Интеграция — не опция, а условие надёжности Гидрокомпоненты для станков редко работают изолированно. Они — часть системы: гидронасос → распределитель → гидроцилиндр → обратный клапан → фильтр → бак. Мы проектируем корпуса так, чтобы их можно было установить без подгонки: допуски посадочных мест согласованы с посадочными размерами серийных насосов Bosch Rexroth A10VSO и Parker PV Plus. Углы входа/выхода масла выдержаны с точностью до 0,5° — это исключает завихрения в потоке и снижает нагрев масла на 4–6 °C. Для станков с модульной архитектурой мы поставляем комплекты: корпус + прецизионно обработанные клапанные втулки + уплотнительные кольца Viton с маркировкой по температурной стойкости. Такой подход сокращает время монтажа на 35 % и устраняет 92 % случаев утечек на этапе ввода в эксплуатацию. Надёжность — это результат, а не заявление Когда клиент заказывает гидрокомпоненты для станков, он покупает не металл и не чертёж. Он покупает предсказуемость. Предсказуемость времени безотказной работы. Предсказуемость точности позиционирования через 5000 циклов. Предсказуемость сроков поставки — даже при изменении ТЗ на этапе изготовления. АО Гуанси Цзяде Машинери реализует это через три взаимосвязанных элемента: 40 инженеров, которые моделируют гидродинамику каналов в ANSYS Fluent; гибкие линии DMG MORI и Mazak с автоматической сменой инструмента и контролем износа режущих кромок в реальном времени; и система контроля качества, где каждая деталь проходит 7 этапов проверки — от химического анализа сплава до испытания на герметичность под давлением 25 МПа в течение 30 минут. Результат — более 2000 единиц гидрокомпонентов для станков, поставленных на предприятия в России, Китае и Юго-Восточной Азии без единого случая возврата по причине производственного брака. Если ваш станок требует стабильности — начните с компонента, который не оставляет места для сомнений.
Подробнее 
Новости
Распредвал гидрокомпонента дорожной — замена и регулировка своими руками
содержание Почему именно гидрокомпонент? А не просто «распредвал»? Когда пора менять — и почему «своими руками» может быть рискованно Что реально делают на производстве — и почему это важно для вас Как выбрать надёжного поставщика — и что спросить в первую очередь Распредвал гидрокомпонента дорожной техники — не просто деталь в двигателе. Это точный механический узел, от которого напрямую зависит стабильность работы клапанного механизма, шумность мотора и ресурс силовой установки. Мы не раз сталкивались с ситуациями, когда замена распредвала гидрокомпонента дорожной техники решала целый каскад проблем: от плавающих оборотов холостого хода до резкого падения мощности при нагрузке. И чаще всего — не из-за износа самого вала, а из-за нарушения взаимодействия с гидрокомпенсаторами, масляным каналом или посадочными поверхностями. Почему именно гидрокомпонент? А не просто «распредвал»? Слово «гидрокомпонент» в названии — не маркетинговая уловка. Оно указывает на ключевую особенность: вал работает в системе с гидравлическими компенсаторами зазора (гидрокомпенсаторами). В отличие от классических двигателей с регулировочными шайбами или винтами, здесь зазор между клапаном и толкателем автоматически поддерживается давлением масла. Но это требует безупречной геометрии посадочных поверхностей на торцах распредвала — особенно на опорных шейках и кулачках. Мельчайший дефект (0,01 мм биения, микротрещина в переходной зоне) приводит к неравномерному маслосъёму, «стукам» гидрокомпенсаторов и, в итоге — к их заклиниванию. Именно поэтому при диагностике часто требуется не просто замена, а комплексная проверка и регулировка — включая обработку торцевых поверхностей и восстановление масляных каналов. Когда пора менять — и почему «своими руками» может быть рискованно Три чётких сигнала, которые мы фиксируем у клиентов: Стук гидрокомпенсаторов на холодном старте, исчезающий через 2–3 минуты — признак износа масляных каналов в распредвале; Нестабильные обороты ХХ при исправных датчиках и чистом топливном фильтре — частая причина: неравномерное давление масла на кулачки; Снижение мощности при нагрузке без ошибок в ЭБУ — говорит о потере подъёма клапана из-за износа профиля кулачка или просадки торцевой поверхности. Да, замену можно выполнить «своими руками». Но регулировка — уже другое дело. Регулировка распредвала гидрокомпонента дорожной техники — это не затяжка болтов. Это выверка осевого люфта (допустимо не более 0,15 мм), контроль перпендикулярности торцов относительно оси вращения (не более 0,02 мм на 100 мм диаметра), проверка профиля кулачков на соответствие чертежу — с точностью до 0,005 мм. Без трёхкоординатного измерительного оборудования ZEISS и высокоточного обрабатывающего центра Mazak такие операции — не регулировка, а эксперимент. Что реально делают на производстве — и почему это важно для вас АО Гуанси Цзяде Машинери обрабатывает распредвалы гидрокомпонента дорожной техники из стали 45 по заказам крупных OEM-производителей — в том числе для двигателей стандарта Китай-6 и судовых Т-серии. Мы не просто точим заготовку. На каждом этапе действуют жёсткие ограничения: После термообработки — обязательная шлифовка всех шеек на станке DMG MORI с контролем круглости и цилиндричности по ГОСТ 24643-81; Торцевые поверхности фрезеруются с применением алмазного инструмента — допуск плоскостности не выше 0,008 мм; Масляные каналы сверлятся с последующей промывкой ультразвуком и контролем пропускной способности при давлении 8 бар. Эти параметры — не «для галочки». Они напрямую влияют на срок службы гидрокомпенсаторов: при соблюдении требований ресурс достигает 120 000 км без замены компенсаторов. При нарушении — до 30 000 км. Как выбрать надёжного поставщика — и что спросить в первую очередь Если вы ищете распредвал гидрокомпонента дорожной техники — не начинайте с цены. Начните с вопросов: Есть ли у поставщика сертификаты на обработку стали 45 по ГОСТ 4543-71? Проводится ли входной контроль заготовок — по химсоставу и структуре металла? Какой метод контроля торцевых поверхностей используется: визуальный, индикаторный или координатный? Предоставляется ли протокол измерений по каждому валу — с указанием фактических отклонений? АО Гуанси Цзяде Машинери предоставляет полный пакет документации: сертификаты соответствия, протоколы измерений ZEISS и технологические карты обработки. Это не формальность — это гарантия, что ваш распредвал гидрокомпонента дорожной техники будет работать так же, как на заводе-изготовителе. Потому что точность — не параметр. Это условие, без которого система гидрокомпенсации просто не запускается.
Подробнее